Plasma Arc Welding | PAW Process |Transferred Plasma Arc Welding – Mechanical Engineering :: TheMech.in
Plasma Arc Welding:
Plasma is the name given to a high temperature stream of partially ionized gas flowing at near sonic velocity. It is a mixture of neutral atoms, free electrons that have disassociated from the gas atoms and positively charged gas ions.

Plasma arc welding is an arc welding process wherein coalescence is produced by the heat obtained from a constricted arc setup between a Tungsten alloy electrodes, Water cooled Nozzle and the job. The process employs two inert gases, one forms the arc plasma and the second shields the arc plasma. The tip of the plasma arc torch is constricted or reduced in cross sectional area. This constriction of arc considerably increases its temperature (upto 10000 deg Celsius) since it carries the same amount of current.
Types of Plasma Arc Welding:
1. Non-transferred arc process
2. Transferred arc process
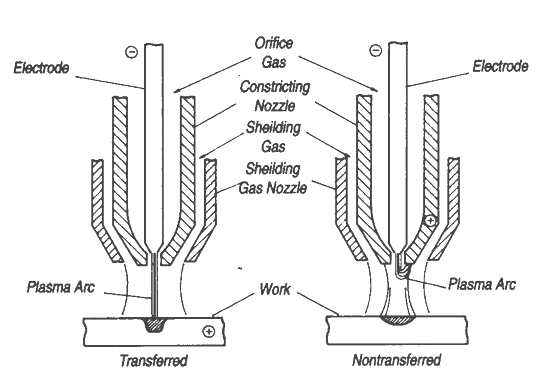
Non-Transferred arc process:
The arc is formed between the electrode (negative) and the water cooled constricting nozzle (positive). Arc plasma comes out of the nozzle as a flame. The arc is independent of the workpiece and the workpiece does not form a part of the electrical circuit. Just as an arc flame, it can be moved from one place to another and it can be better controlled.
This mode is used for plasma spraying or for very low current applications as in non metals. The non-transferred arc plasma possesses comparatively less energy density as compared to transferred arc plasma and it is employed for welding and in applications involving ceramics or metal plating.
Transferred Arc Process:
Current is transferred from the tungsten electrode (negative) through the orifice to the workpiece (positive) and back to the power supply. A transferred arc possesses high energy density and plasma jet velocity.
This is the mode most commonly used for welding. So it is employed to cut and melt metals. It can also be used for welding at high arc travel speeds.
Working principle of Plasma Arc Welding:
The Plasma arc welding consists of a conventional DC power source. The ampere rating of these machines is generally higher. The plasma arc welding process is started by initiating a low current pilot arc between the electrode and the constricting arc. This ionizes the plasma gas flowing through the nozzle. The high temperature of the plasma gas provides a low resistance path to start an arc between the electrode and the workpiece.
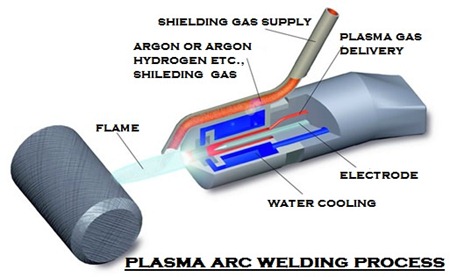
The plasma gas introduced surrounding the electrode in the plasma torch serves to shield the body of the torch from the extreme heat of the cathode. Cathodes are not affected by gas or mixture of gas other than Argon or Argon hydrogen mixture. Because of its low pressure the plasma gas cannot provide enough shielding to protect the weld.
Therefore a large volume of an inert shielding gas is supplied through the outer gas nozzle surrounding the inner nozzle. The inert gas supplied are : Argon, Helium, or mixture of hydrogen.
Equipment’s:
1. Power supply
2. High frequency generator and current limiting resistors
3. Plasma torch
4. Shielding gas or inert gas
5. Voltage control
6. Current and gas decay control
7. Fixture (for clamping workpiece)

Advantages of Plasma Arc Welding:
1. Making manual welding is easier in PAW
2. The process provides a complete penetration on a single pass (about 6 mm thickness for butt weld). So welding is faster and saving cost and time.
3. The heat affected zone is smaller and the shape of the welds is more desirable.
4. It has a parallel welds and it won’t scatter.
5. The plasma arc is more stable and the process is able to join practically all the commercially available metals
6. Greater distance between the electrode tip and the workpiece facilitates easy application of filler metal rod without contamination of the electrode
7. Filler metal required is lesser in plasma arc welding because lesser number of runs needed to complete the weld.
Disadvantages of Plasma Arc Welding:
1. Infra red and ultraviolet radiations make it necessary to provide – special protection devices
2. Higher equipment cost
3. Need to frequently replace the nozzle surrounding the electrode
4. Welders need ear plugs because of unpleasant, disturbing and damaging noise
5. More chances of electrical hazards are associated with this process
6. The process is limited to metal thickness of 25 mm and lower for Butt welds.
—————————————————————————————————————
Tagged with: bucket elevator tail sprocket • centrifugal discharge bucket elevator • chain bucket elevator design pdf • chain type bucket elevator • continuous bucket belt elevator • continuous chain bucket elevator • continuous discharge bucket elevator • how does a bucket elevator work • link belt bucket elevator • positive discharge bucket elevator • self cleaning bucket elevators • uses of bucket elevator • vertical bucket elevators
-
 Gorilla Glass Manufacturing Process | Gorilla Glass Strength Test | Gorilla Glass Molding :: TheMech.in
Gorilla Glass Manufacturing Process | Gorilla Glass Strength Test | Gorilla Glass Molding :: TheMech.in
Touch screen technology in fast few years has grown
-
 Solar Energy Materials And Solar Cells | Types Of Solar Cells :: TheMech.in
Solar Energy Materials And Solar Cells | Types Of Solar Cells :: TheMech.in
Solar radiation received on earth in just one hour
-
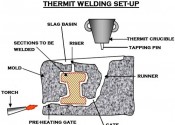 Thermit Welding | Rail Alumino–Thermic Welding | Thermite Welding Procedure :: TheMech.in
Thermit Welding | Rail Alumino–Thermic Welding | Thermite Welding Procedure :: TheMech.in
Thermit welding steps: Various steps involved in the non
Leave a Reply